Calculating A Rolling Offset In Sheet Metal

Bending Formulas Conduit Bending Home Electrical Wiring Electrical Wiring
Allowance Tables And Formulas

Pin On Rocket Stoves

Create Sheet Metal Offsets

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Click Expressed Basic Welding Techniques Welding Metal Art Welded Welding And Fabrication

Sheet metal calculator bend allowance equations and calculator.
Calculating a rolling offset in sheet metal.

Pin On Trike Motorcycle

Pin On Pipe Miter For Welding

Pin On Mechanical Insulation

Pin On Sheet Metal

Bend Allowance Sheetmetal Me

Development Of Surfaces Caldereria Geometria Descriptiva Disenos Geometricos


Bending Sheet Metal Formulas Sheet Metal Fabrication Formula Sheet Metal

Inconel 625 Sheetmetal Parts Bending Mechanical Engineering General Discussion Eng Tips

Bead Roller Dies V1 Sheet Metal Tools Metal Working Tools Sheet Metal Fabrication

Pin On Branch

Oblique Cone Off Centre Cone Radial Line Method Sheet Metal Drawing Sheet Metal Fabrication Sheet Metal Work

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking
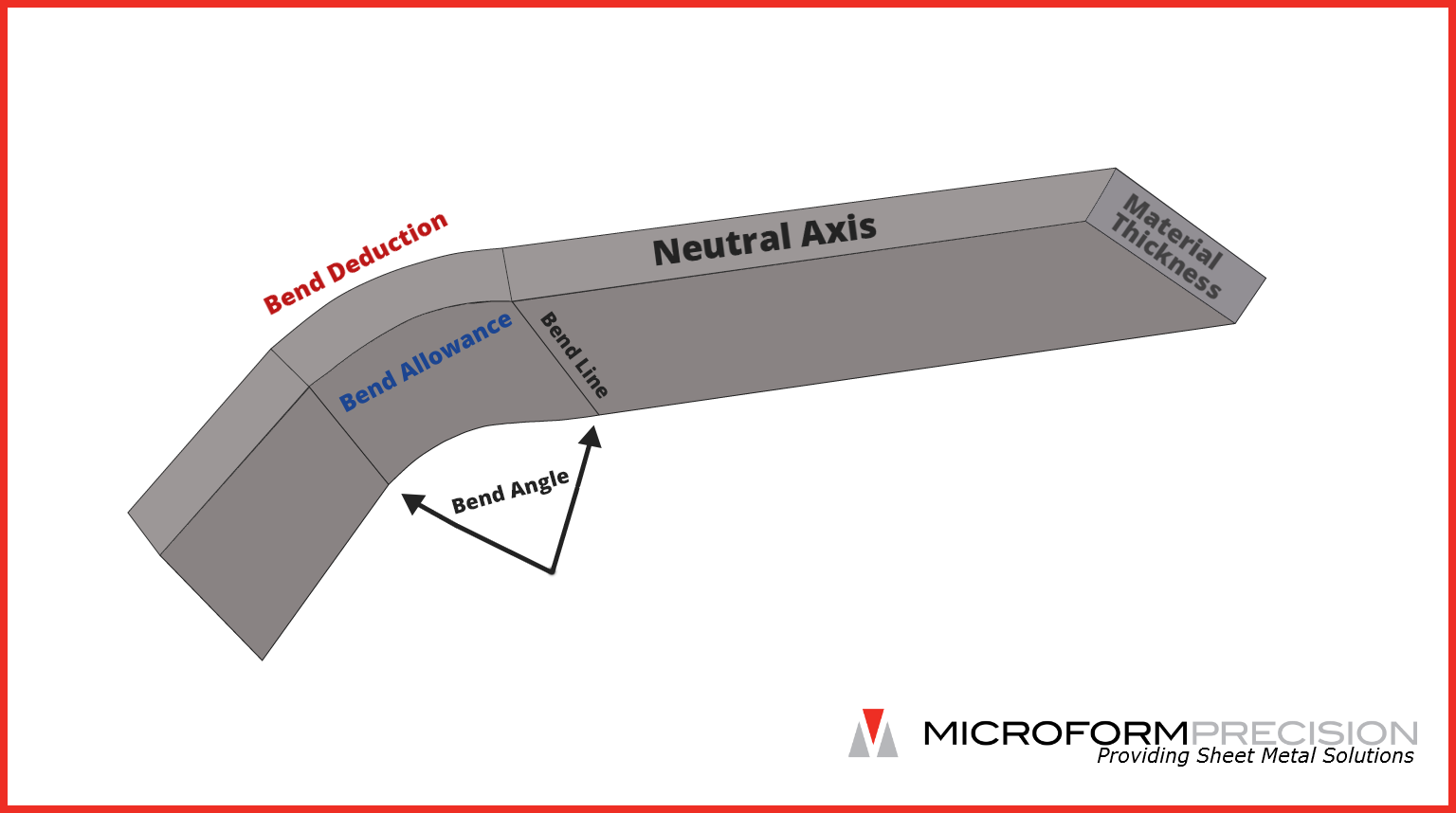
Online Bend Deduction Calculator Microform Precision

Imagen Relacionada Sheet Metal Fabrication Metal Projects Sheet Metal Work
Sheet Metal Forming Sheet Metal Metal Bending Metal Forming
Fabricating Precision Sheet Metal Aircraft Parts

Pin On Projects To Try
3

Except Our Main Products Standard Tools And Cnc Machine Tools Guolin Also Has Been Developing T Metal Bending Tools Sheet Metal Fabrication Sheet Metal Work

Simple Rim Offset Picture Automotive Repair Car Mechanic Repair

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial
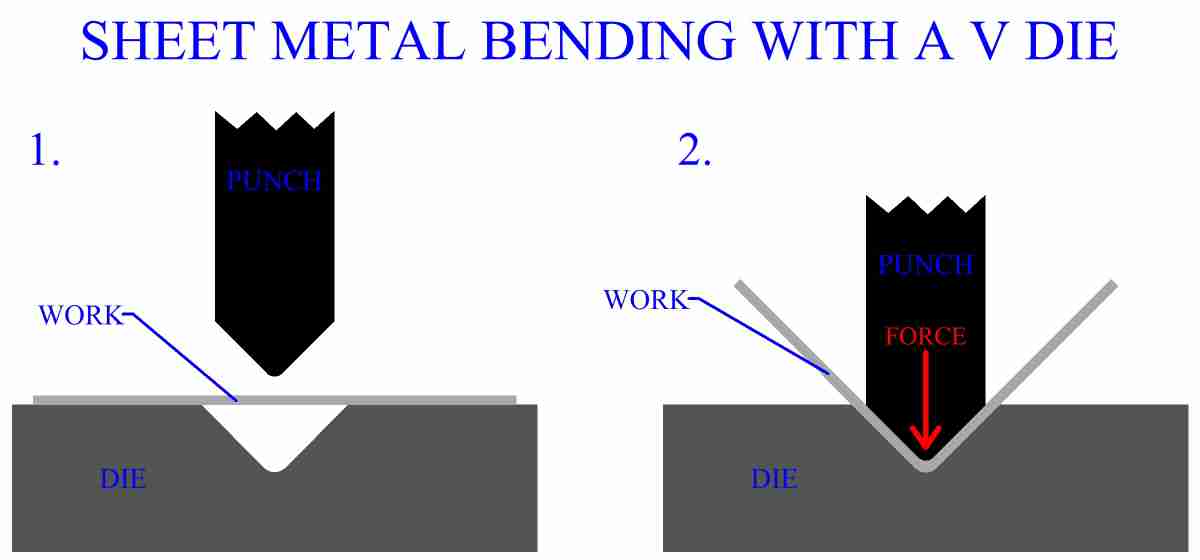
Sheet Metal Bending

Press Brake Allowance Chart Press Brake Allowance Chart Welding And Fabrication
Source : pinterest.com
